「あ、この部品、仕上がりがいつもと違う…」そんなミスマッチを検査の工程で感じたことはありませんか?実は、それは単なる品質ばらつきではなく、仕入先の深刻な技術承継問題の現れかもしれません。製造業の調達担当者にとって、技術承継問題は自分たちの経営リスクに直結する課題です。今回は、技術承継問題がなぜ発生し、それがどんなリスクをもたらすのか、そして、どう向き合うべきなのかを解説していきます。
1. 技術承継問題とは何か?
技術承継問題の定義と、事業承継問題との違い
技術承継問題とは、製造現場の熟練技術者が退職する際、その技能や知識が次の世代に十分に受け継がれない状況を指します。これは、よく耳にする「事業承継問題」とは別の概念です。事業承継は、経営者が経営権を後継者に引き継ぐことを指しますが、技術承継は、製造スキルという目に見えない資産の継承を意味します。表向きで見えているものというよりは、コンテンツの部分がいかにそのまま引き継がれているか、ということです。例えば、経営者は後継者に引き継いでも、その工場を実際に動かしている熟練職人がいなくなると、生産ラインは機能しなくなります。これが、技術承継問題の核心にあたります。
製造業における技術承継問題の現状
日本の製造業における技術承継問題は、統計的にも深刻な状況を呈しています。経済産業省「2019年版ものづくり白書」によると、就業者数の減少と若年層の職人志望の低下が同時進行しています。また、技能継承に問題があると答えた製造業の事務所は86.5%*¹にパーセントに上ります。
つまり、大多数の製造業が、技能承継の危機を実感しているということです。これは単なる人口動態の問題ではなく、製造業全体の産業基盤を揺るがす課題なのです。
*¹経済産業省・厚生労働省・文部科学省『2019年版ものづくり白書』2019年、第1部第3章第1節「企業における技能継承の取組と課題」
2. 仕入先の技術承継問題は、なぜ自社の経営リスクになるのか?
品質がじわじわ悪化する
大抵の場合、最初は気づかないほど小さなもので始まります。わかりやすい大きな部分は最低限の引き継ぎとしてなされているのでそこにズレはなかなか生じにくいのですが、細部の積み重ねがやがて取り返しのつかない錯誤となっていきます。寸法精度が0.1ミリズレている。表面仕上げがいつもより粗い。そして、こうした細かな変化が、検査工程で引っかかり始めるのです。原因がわからない。図面に書かれた条件は全て満たしている。なのに、納入部品の「品質の空気感」が変わってしまうのです。
これは、熟練職人が退職し、その人が持っていた暗黙知が失われたサインです。図面には書かれていない、職人の経験に基づいた配慮が、消えてしまったわけです。例えば、飲食店のお料理でもこういうことを感じたことがある人はいるのではないでしょうか。同じレシピを辿っていて、大枠同じものを作っていても、細部まで継承しない限り、だんだん少しの塩加減や盛り付け方法の違いなどで、どんどん同じものの再現が難しくなっていく、と言うとイメージはつきやすいでしょうか。
熟練者退職後の品質のばらつき
特に厄介なのが、品質のばらつきが増加することです。熟練者がいた時代は、ベテランの勘で品質を守っていました。その人がいなくなると、各作業者のレベル差が露呈します。製造ラインをチェックしに工場に行った時のことです。いつもの職人さんが退職したということを聞いて、実際に製品を見たら、ロット毎に品質がかなり揺らいでいました。その時に初めて「あ、この部品の品質って、ここまで個人に依存してたんだ」と感じました。その人の引き継ぎができてないから、品質がバラバラになってしまっているのです。
「品質低下+コスト上昇」の板挟み
さらに、ここでもう一つ追加の問題が発生します。品質低下に対応するため、仕入先はコストを上げてきます。品質を取り戻すために、検査人員を増やす。不良率が上がるので材料ロスが増える。その結果、部品単価が上昇するのです。つまり、質も悪くなり、値段も上がるという良くないループが生まれるわけです。
代替先探索に最低でも3~6ヶ月かかる
ここで初めて、別の仕入先を探そうと考えます。ところが、同じ加工を請け負える工場を見つけるまでに、最低でも3ヶ月から6ヶ月の時間がかかるのが現実です。そもそも同じ工場内でも同様の継承が難しいため、それをさらに別のところで全く同じものを探すというのは至難の業になってきます。その間、品質の悪い部品が納入され続けるか、仕入先が緊急対応で無理をして、最終的に倒産リスクまで発展することもあります。
3. 国内で代替先を探しても見つからない理由
国内同業者も同じ問題を抱えている
日本全国の製造業が、同じ技術承継問題に直面しています。つまり、代替先を探そうにも、その候補企業も人手不足と技能承継の問題に悩んでいるのです。結果として、受注できる工場は限定的になり、発注が集中します。そのため、さらに納期が延びたり、引受けを拒否されたりすることになります。
加工技術を持つ町工場が一斉に高齢化している
日本の町工場は、素晴らしい加工技術を持っています。ただ、その多くは、経営者と主要な技術者の年齢が60代後半から70代です。
つまり、この5~10年の間に、大量の廃業や技術喪失が起きる可能性が高いといえるでしょう。代替先を探しても、見つかる工場自体が次々と廃業していく。こうした悪循環の中にいるわけです。綱渡り状態で代替案を探しても、それはまた一時的であり、同じ課題は数年後に再来するわけです。
代替先が見つかっても、暗黙知の転注には時間がかかる
前述した通り、そもそも工場内での完全な技術継承がなされていない中で、同様なことができる他社を新しく探すのはとても難しいです。しかし仮に、同じ加工技術を持つ工場が見つかったとしても、そもそも別の工場への転注は簡単ではありません。図面だけでは伝わらない、職人的な配慮や工程管理のノウハウが存在するからです。
新しい工場がそれを習得するまでに、数ヶ月から1年近くかかることも珍しくありません。そしてもちろんその間にまたその工場の中でも高齢化は進むので、「ゆっくり時間をかけて作り上げていく」というわけにもいかないのが現状です。
品質基準のすり合わせにも時間がかかる
ここまで多数の課題をあげてきましたが、まだあるのです…。品質基準のすり合わせも必要になってきます。元々やりとりをしていた仕入先では「暗黙の了解」だった品質水準が、新しい工場には全く伝わっていません。何度もサンプルをやり取りして、ようやく品質が安定するというのが、現実的なタイムラインです。
4. 技術承継問題への備えをいつ始めるべきか
技術承継問題が顕在化してから対応するのでは、遅すぎます。なぜなら、その時点で既に経営的な窮地に陥っているからです。品質低下による顧客クレームや、緊急の代替先手配による高いコスト、そして納期遅延による契約違反…こうした危機が同時多発的に起きてしまいます。つまり、「問題が起きてから対応する」のではなく、「問題が起きる前から準備する」ことが必須なのです。
ここで、事前の対応策としてできることをお伝えします。各仕入先について、常に何点かを整理しておくことが大事になってきます。経営者の年齢がどれくらいなのか、その人には信頼のできる後継者はいるのか、その工場の生産を支えている熟練スタッフは何人くらいでどういった構造になっているのか、その人たちの平均年齢はどれくらいなのか、どうやって情報や技術の共有をしあっているのか。こうした情報を集めるだけで、仕入先のリスクがどれくらいあるものなのか見えてきます。もちろん公開していない情報もあったり、先方に直接的に聞くことはできなくても、現場実査をしたり、コミュニケーションを通してできる限りクリアにしておくだけでも違います。
先輩に頼んで、サプライヤーリスク評価シートを作ってもらったことがあります。経営者年齢、後継者の有無、主要技術者の年齢や経験年数、こうした項目を入れるだけで、「あ、この3社が危ないかも」などシンプルに可視化することができました。
5. 海外調達は「コストダウン策」ではなく「リスク分散策」である
海外調達の位置づけを変える3つの視点
多くの企業が、海外調達を「コストダウンの手段」と見なしています。しかし、本来の狙いは「技術承継問題へのリスク対策」であるべきなのです。海外調達の位置づけを変えるには、3つの視点が必要です。
第一に、「調達の安定化」です。国内でリスク高と判定された仕入先については、同時に海外での製造体制を整備する。そうすることで、有事の際の代替供給源を確保できます。
第二に、「長期的なコスト最適化」です。今のコストを最小化するのではなく、10年単位での総合コストを考える。その視点から見ると、海外調達による調達の分散化は、十分に合理的な選択なのです。
最後に、「技術保存」です。国内の優良工場については、その技術を守り続けるための投資を行う。同時に、海外調達でリスクを分散させることで、国内技術の喪失を遅延させることができます。
海外調達で懸念される品質・納期・コミュニケーションの実際
海外調達に対して、多くの企業が品質面での不安を抱えています。「海外は品質が…」という声を聞くことは少なくありません。しかし、これは誤解です。以前のコラムでも何度か具体的に事例をお話ししてきましたが、実際には、綿密なコミュニケーションと明確な品質基準の共有により、品質を確保することは十分に可能です。
納期についても同様です。事前の綿密な打ち合わせにより、期待値をすり合わせれば、国内工場と同程度の納期達成は可能なのです。
つまり、技術承継問題への現実的な対応策として、海外調達は十分に有効な手段なのです。むしろ、この選択を先送りにすることの方が、企業にとって大きなリスクになりかねません。
「国内品質×海外調達」を実現!海外協力工場の実力を、映像でご確認ください!

【ベトナム企業紹介】 設計から塗装・アフターサービスまでワンストップ対応
本動画では、設計から生産、塗装、アフターサービスまで 一貫して対応できる海外協力企業をご紹介しています。

【海外協力企業紹介】NDAに基づく情報管理体制|部品加工海外調達センター
本来であれば製造現場の詳細をお見せしたいところですが、 本動画では、NDA(秘密保持契約)に基づき公開できない箇所にぼかし加工を施しています。

【ベトナム協力企業紹介】精密加工から組立・塗装までワンストップ。ベトナム巨大加工企業の実力
ベトナムで6拠点・従業員2000名規模の巨大加工企業をご紹介します。
実際にいわいが海外で調達した製品事例をご紹介
続いて、実際に当社がベトナムをはじめとした海外で調達した精密部品の製品事例をご紹介いたします。
空圧機器用六角プラグ

この製品は、品質を担保するために、材料に日本製の真鍮(C3604)を使用することが必須条件でした。そのためご相談前のお客様は、コストが割高になる国内での生産を余儀なくされていました。
そこで当社では、お客様の指定する日本製の材料をベトナムに輸入し、現地で製造するというスキームをご提案。これにより、品質条件を満たしたまま、大幅なコストダウンを実現しました。
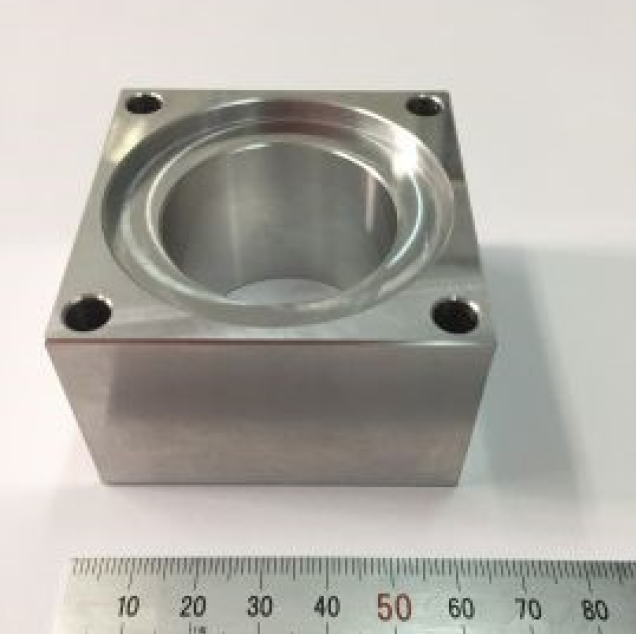
クランプブロック
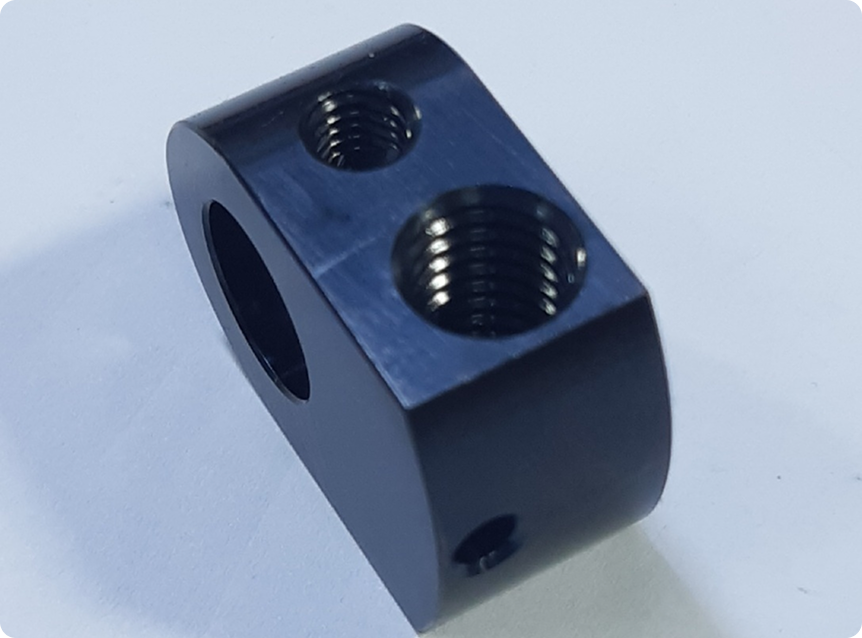
このクランプブロックの調達において、お客様は深刻なサプライチェーンの問題に直面していました。近年、国内では黒染め処理に対応できる加工業者が年々減少しており、「精密なマシニング加工」から「繊細な表面処理」までを一貫して任せられるサプライヤーが、国内では見つからなくなってしまったとのでした。
この将来的なお悩みに対し、当社はベトナムの提携工場での「一貫生産」をご提案いたしました。加工から表面処理までを別々の企業で行う場合、工程間の輸送で傷がつくリスクや、品質管理の分断といった問題が避けられません。しかし当社では、マシニング設備を保有する加工業者と、黒染め処理設備を保有する表面処理業者と、それぞれで最適なパートナー企業を選定いたしました。これにより、当社による一元的な品質管理体制の下で、移動に伴う品質リスクをゼロにし、お客様の厳しい要求をクリアすることが可能となります。
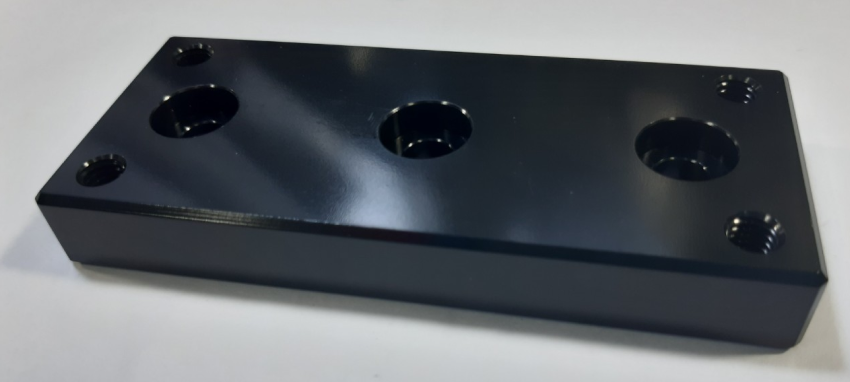
A6061製 空圧機器用 マニホールドブロック

アルミ(A6061)製のマニホールドブロックです。マシニング加工後、アルマイト処理を施して仕上げています。
この製品は、機能面・外観面において、一切の傷が許されないという非常に厳しい品質基準が設けられていました。そのためお客様は、品質が安定し、かつ信頼できる検査体制を持つサプライヤーを求めていらっしゃいました。
この厳格な品質要求に対し、当社はベトナムパートナーが持つ高度な品質保証体制でお応えました。
水処理機械用 カップリング

こちらは、水処理機械に使用されるステンレス(SUS304)製のカップリングです。高精度な四角穴(公差:-0, +0.05)の加工が特徴です。
今回のご相談は、お客様が直面していた、深刻な事業継続の課題から始まりました。まず、長年この部品を供給していた国内の仕入先が廃業してしまい、代替となるサプライヤーが見つからず、やむなくお客様が自社での内製化に踏み切りました。しかし、その頼みの綱であった社内の加工部門も、深刻な人手不足により、担い手がいなくなってしまうという危機的な状況に陥っていました。
お客様が「新たな職人を探して採用するしかない」とまでお考えだった、この「人手不足」という経営課題に対し、当社は海外での一貫生産をご提案いたしました。
超々ジュラルミン製 分配ブロック
こちらは、機械部品として使用されるアルミ(超々ジュラルミン:A7075-T651)製の分配ブロックです。直角度0.01、平行度・平面度0.02、さらにはH7の穴公差など、複数の厳しい幾何公差が求められる、高精度なマシニング加工品でした。
この製品の最大の課題は、A7075-T651という特殊な材質にありました。お客様はこれまで、「この材料は、専門業者でなければ材料入手も加工も不可能だ」とお考えでしたが、そのためアルミダイカスト専門業者にサプライヤーが限定されることで、コストが高止まりしている状況にありました。
この長年の課題に対し、当社はベトナムの提携工場でのワンストップ生産をご提案いたしました。当社の幅広いネットワークを駆使することで、特殊なA7075材の安定調達ルートを確保することも可能です。さらに、高い技術力を持つパートナー企業にて、材料調達から高精度なマシニング加工、黒アルマイト処理、そして精密検査までを一貫して行うことで、大幅なコストダウンを実現いたしました。
お客様からは、「専門業者しか扱えない」という長年の思い込みが覆され、品質を維持したまま、これほど大きなコストダウンが実現できたことに、驚きと喜びの声をいただいております。
組立冶具(エア便 特急対応)
生産ラインで使用されるアルミ(A2017)製の組立治具です。今回は「受注後5日間」という、極めて短い納期でのご依頼でした。
今回のお客様は、急な仕様変更により、組立治具が特急で必要となったとのことでした。しかし、海外調達では船便輸送が基本となるため、このような超短納期での対応は不可能だとお考えでした。
この「特急対応」という非常に高いハードルのご要望に対し、当社はベトナムでの製造と、輸送手段を航空便(エア便)に切り替えるというスキームをご提案いたしました。製造から出荷までを最優先で進め、航空便を活用することで、受注からわずか5日間という、国内調達と変わらないスピードでお客様の元へ製品をお届けすることに成功しました。
丸頭特殊ボルト

機械部品として使用されるSUJ2製の丸頭特殊ボルトです。冷間加工で成形され、真球度S0.03という極めて高い精度が求められます。
このお話は、お客様が長年取引していた国内の冷間加工メーカーが廃業してしまい、この特殊ボルトのサプライチェーンが完全に途絶えてしまったという、深刻なご相談から始まりました。特に、SUJ2という材質の冷間加工と、その後の高周波焼入れまでを一貫して対応できる、高い技術力を持ったサプライヤーであったため、代替先を見つけるのは絶望的な状況でした。
この危機的な状況に対し、当社はベトナムでのワンストップ生産をご提案。当社のネットワークを駆使し、SUJ2材の冷間加工に対応できるだけでなく、現地で高周波焼入れまで一貫して行えるという、お客様の要求を完璧に満たすパートナー企業をベトナムにて選定し、お客様とマッチングして解決いたしました。
丸頭特殊ボルトアッセンブリ

こちらは、特殊ボルト(SCM440他)と複数の部品からなる、丸頭特殊ボルトアッセンブリです。各種サイズを取り揃え、最終の梱包まで含めたOEM供給に対応しています。
このお話は当初、お客様が取引していた国内の部品メーカーが廃業してしまい、構成部品である「特殊ボルト単品」の調達先を探している、というご相談から始まりました。
しかし、当社がお話をお伺いする中で、お客様がその特殊ボルトを調達後、他の部品と組み合わせて社内で組立・梱包作業を行っており、その工数や管理コストが大きな負担となっていることが分かりました。そこで当社は、単にボルト単品を製造するのではなく、関連部品の調達から組立、梱包までをすべて一貫して海外で行う「アセンブリ供給」をご提案いたしました。組立工程の半自動化なども含めた、トータルコストダウンのスキームを設計いたしました。
海外部品調達代行はいわいにお任せください!
長年頼りにしてきた国内サプライヤーの突然の廃業リスクは、もはや従来の対策だけでは防ぎきれません。今こそ、事業を止めないためのBCP戦略としての「海外調達」が注目されています。
いわいは、独自の「日本品質」基準でのサプライヤー選定をはじめ、部品加工から組立・梱包までのワンストップ対応、Zoom検品による確実な品質保証により、初めての海外調達でも安心の体制を構築します。貴社の生産ラインを廃業リスクから守り、「途切れない供給」と「調達担当者様の安心」を実現する海外部品調達代行は、いわいにお任せください。