「中国一極集中のリスクを減らしたい」「サプライチェーンを安定化させたい」ー近年、多くの日本企業がこうした課題に直面しています。地政学リスクの高まりや中国の人件費上昇を背景に、製造拠点を見直す動きが活発化していますが、「では国内に戻そう」と単純に考えると、どうしてもコストの壁に阻まれますよね……。実は今、賢い生産技術者が選んでいるのは「日本戻し」ではなく、「ベトナム」という選択肢です。今から、中国製造からの切り替えにおいて、コストを抑えながらリスクも分散できる「戦略的ベトナム調達」について解説します。
1. 中国製造から国内回帰を阻む「コストの壁」の正体
近年、中国製造を見直す動きが急速に広がっています。その背景には、以下のような要因があります。
①地政学リスクの高まり 米中対立の激化、台湾情勢の緊迫化など、地政学リスクが顕在化しています。万が一、中国との貿易が制限されたり、物流が止まったりすれば、サプライチェーン全体が崩壊するリスクがあります。
②人件費の上昇 中国の人件費は年々上昇しており、かつてのような圧倒的な低コストというメリットも薄れています。
③品質管理の難しさ 中国の工場は玉石混交であり、品質管理体制が整っている工場を見極めるのが難しいという声もあります。また、コミュニケーションの壁や、突然の仕様変更への対応の遅れなど、運用面での課題も指摘されています。
私が入社してから、先輩社員と話す中で印象的だったのは、「10年前は中国一択だったけど、今はリスク分散が最優先」という言葉でした。実際、お客様からのご相談でも「中国に依存しすぎていて不安」という声を多く耳にします。それは日本だけではなく、実際に出張に行った時も同じような声を聞くことからも、各国で起きている傾向があるようにも感じます。
「では国内に戻したらいいのでは……!」と当時私は思っていましたが、どうやら一筋縄にそうもいかないのが現実でした。実際に国内回帰を検討すると、多くの企業が「コストの壁」に直面するからです。具体的には以下のような点でコストは跳ねてしまうのです。
①人件費が3〜5倍に上がる 中国の製造業ワーカーの人件費は、日本の約3分の1〜5分の1です。これを日本に戻すと、単純計算で人件費が3〜5倍になります。加工費だけでなく、検査、梱包、出荷といったすべての工程で人件費が上昇するため、トータルコストが大幅に増加します。
②国内の製造キャパシティ不足 日本国内の製造業は高齢化と人手不足が深刻化しており、新規に発注を受けてくれる工場を見つけること自体が困難です。特に、板金加工、溶接、旋盤加工といった汎用的な加工を請け負う中小工場は、既存顧客の対応で手一杯というケースが多く、新規案件を断られることも少なくありません。
③設備投資と立ち上げコスト 国内で新たに製造ラインを立ち上げる場合、設備投資が必要になります。金型、治具、検査機器などを揃えるだけで数百万〜数千万円の初期投資が発生し、さらに立ち上げ期間中の不良率上昇やリードタイム延長といったコストも見込まなければなりません。
実際にお客様からも「国内に戻したいけど、見積もりを取ったら中国の3倍以上になって断念した」という声を聞いたことが何度もあります。安全を取りたい気持ちと、コストを抑えたい現実の間で、多くの企業が板挟みになっているのですよね。
2. なぜ「単純な日本戻し」は失敗するのか?
では、その板挟みに揺れながらも、「日本戻し」に振り切って失敗してしまった例をここで分析してみたいと思います。
失敗パターン①:コスト増を価格転嫁できず利益が消失
国内製造に切り替えた結果、製造原価が大幅に上昇し、利益率が圧迫されるケースがあります。BtoB取引では、価格転嫁が難しい場合も多く、「国内に戻したはいいが、利益が出ない」という事態に陥ります。
失敗パターン②:納期が逆に遅くなる
「国内なら納期が早いだろう」と期待して切り替えたものの、国内工場のキャパシティ不足により、逆に納期が遅くなるケースもあります。実は、中国の工場は24時間稼働も多いのですが、日本の中小工場は人手不足もあり、夜間や休日の稼働が難しい場合が多いです。その結果、「国内に戻したのに納期が読めなくなった」という声も聞かれます。
失敗パターン③:品質が安定しない
一般的にどの業界でも「日本の品質は高い」という共通認識から品質は安全と思ってしまいますよね。私もここだけは揺るぎないと思っていました。ですが、実情は国内の熟練工が高齢化により引退し、若手の技術力が十分に育っていない工場では、品質が安定しないケースもあります。こちらに関しては、過去のコラムも参照してもらえるとありがたいです。
3. 利益と安全を両立する第3の選択肢「戦略的ベトナム調達」
では、ここで最適解を提案したいと思います!中国製造のリスクを避けつつ、国内製造のコスト高を回避する方法、それが「ベトナム調達」です。ベトナムは以下の理由から、第3の選択肢として急速に注目を集めています。
①中国並みの低コスト ベトナムの人件費は中国の約半分〜3分の2程度で、依然として大きなコストメリットがあります。日本と比較すれば5分の1〜10分の1という水準であり、製造原価を大幅に抑えることができます。
②地政学リスクの分散 ベトナムは政治的に安定しており、親日的な国民性を持つため、日本企業にとって進出しやすい環境が整っています。また、中国への依存を減らすことで、サプライチェーンのリスク分散が可能になります。
③日本並みの品質を実現できる管理体制 ベトナム人ワーカーは手先が器用で、教育水準も高いため、適切な管理体制を整えれば日本並みの品質を実現できます。特に、日系企業の進出が進んでいる工業団地では、日本基準の品質管理が浸透しています。
私が実際にベトナムの工場を訪問した際、若いワーカーが精密な部品を丁寧に組み立てている様子を見て、「これなら日本と変わらない品質が出せる」と確信しました。加えて、とても勤勉で一生懸命な方々が多い印象でした。
実際にいわいが海外で調達した製品事例をご紹介
続いて、実際に当社がベトナムをはじめとした海外で調達した精密部品の製品事例をご紹介いたします。
空圧機器用六角プラグ

この製品は、品質を担保するために、材料に日本製の真鍮(C3604)を使用することが必須条件でした。そのためご相談前のお客様は、コストが割高になる国内での生産を余儀なくされていました。
そこで当社では、お客様の指定する日本製の材料をベトナムに輸入し、現地で製造するというスキームをご提案。これにより、品質条件を満たしたまま、大幅なコストダウンを実現しました。
クランプブロック
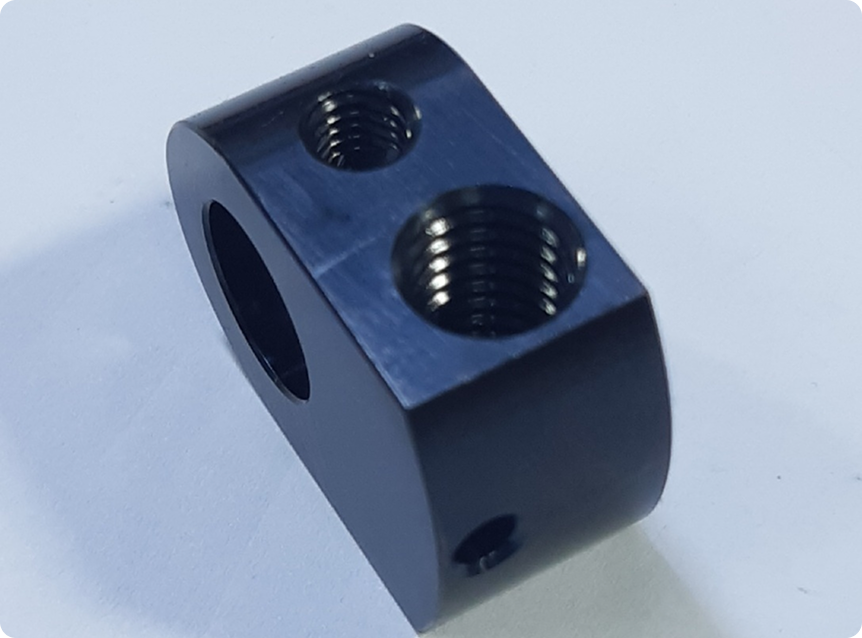
このクランプブロックの調達において、お客様は深刻なサプライチェーンの問題に直面していました。近年、国内では黒染め処理に対応できる加工業者が年々減少しており、「精密なマシニング加工」から「繊細な表面処理」までを一貫して任せられるサプライヤーが、国内では見つからなくなってしまったとのでした。
この将来的なお悩みに対し、当社はベトナムの提携工場での「一貫生産」をご提案いたしました。加工から表面処理までを別々の企業で行う場合、工程間の輸送で傷がつくリスクや、品質管理の分断といった問題が避けられません。しかし当社では、マシニング設備を保有する加工業者と、黒染め処理設備を保有する表面処理業者と、それぞれで最適なパートナー企業を選定いたしました。これにより、当社による一元的な品質管理体制の下で、移動に伴う品質リスクをゼロにし、お客様の厳しい要求をクリアすることが可能となります。
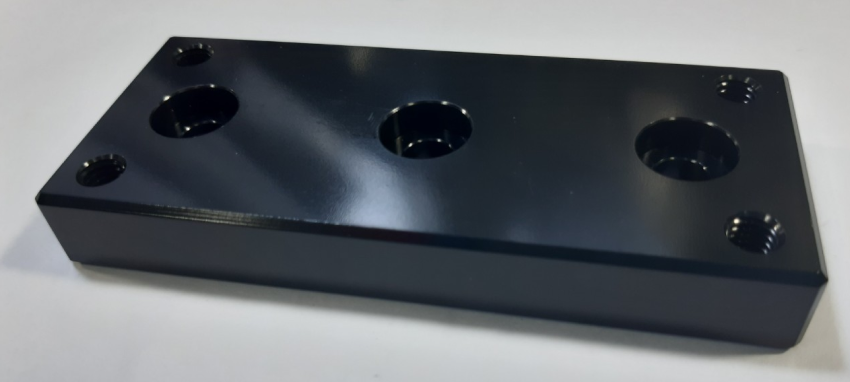
A6061製 空圧機器用 マニホールドブロック

アルミ(A6061)製のマニホールドブロックです。マシニング加工後、アルマイト処理を施して仕上げています。
この製品は、機能面・外観面において、一切の傷が許されないという非常に厳しい品質基準が設けられていました。そのためお客様は、品質が安定し、かつ信頼できる検査体制を持つサプライヤーを求めていらっしゃいました。
この厳格な品質要求に対し、当社はベトナムパートナーが持つ高度な品質保証体制でお応えました。
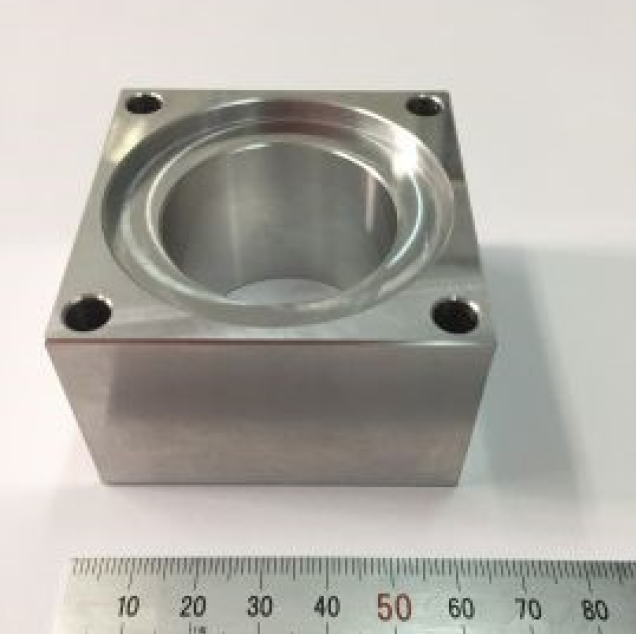
水処理機械用 カップリング

こちらは、水処理機械に使用されるステンレス(SUS304)製のカップリングです。高精度な四角穴(公差:-0, +0.05)の加工が特徴です。
今回のご相談は、お客様が直面していた、深刻な事業継続の課題から始まりました。まず、長年この部品を供給していた国内の仕入先が廃業してしまい、代替となるサプライヤーが見つからず、やむなくお客様が自社での内製化に踏み切りました。しかし、その頼みの綱であった社内の加工部門も、深刻な人手不足により、担い手がいなくなってしまうという危機的な状況に陥っていました。
お客様が「新たな職人を探して採用するしかない」とまでお考えだった、この「人手不足」という経営課題に対し、当社は海外での一貫生産をご提案いたしました。
超々ジュラルミン製 分配ブロック
こちらは、機械部品として使用されるアルミ(超々ジュラルミン:A7075-T651)製の分配ブロックです。直角度0.01、平行度・平面度0.02、さらにはH7の穴公差など、複数の厳しい幾何公差が求められる、高精度なマシニング加工品でした。
この製品の最大の課題は、A7075-T651という特殊な材質にありました。お客様はこれまで、「この材料は、専門業者でなければ材料入手も加工も不可能だ」とお考えでしたが、そのためアルミダイカスト専門業者にサプライヤーが限定されることで、コストが高止まりしている状況にありました。
この長年の課題に対し、当社はベトナムの提携工場でのワンストップ生産をご提案いたしました。当社の幅広いネットワークを駆使することで、特殊なA7075材の安定調達ルートを確保することも可能です。さらに、高い技術力を持つパートナー企業にて、材料調達から高精度なマシニング加工、黒アルマイト処理、そして精密検査までを一貫して行うことで、大幅なコストダウンを実現いたしました。
お客様からは、「専門業者しか扱えない」という長年の思い込みが覆され、品質を維持したまま、これほど大きなコストダウンが実現できたことに、驚きと喜びの声をいただいております。
組立冶具(エア便 特急対応)
生産ラインで使用されるアルミ(A2017)製の組立治具です。今回は「受注後5日間」という、極めて短い納期でのご依頼でした。
今回のお客様は、急な仕様変更により、組立治具が特急で必要となったとのことでした。しかし、海外調達では船便輸送が基本となるため、このような超短納期での対応は不可能だとお考えでした。
この「特急対応」という非常に高いハードルのご要望に対し、当社はベトナムでの製造と、輸送手段を航空便(エア便)に切り替えるというスキームをご提案いたしました。製造から出荷までを最優先で進め、航空便を活用することで、受注からわずか5日間という、国内調達と変わらないスピードでお客様の元へ製品をお届けすることに成功しました。
丸頭特殊ボルト

機械部品として使用されるSUJ2製の丸頭特殊ボルトです。冷間加工で成形され、真球度S0.03という極めて高い精度が求められます。
このお話は、お客様が長年取引していた国内の冷間加工メーカーが廃業してしまい、この特殊ボルトのサプライチェーンが完全に途絶えてしまったという、深刻なご相談から始まりました。特に、SUJ2という材質の冷間加工と、その後の高周波焼入れまでを一貫して対応できる、高い技術力を持ったサプライヤーであったため、代替先を見つけるのは絶望的な状況でした。
この危機的な状況に対し、当社はベトナムでのワンストップ生産をご提案。当社のネットワークを駆使し、SUJ2材の冷間加工に対応できるだけでなく、現地で高周波焼入れまで一貫して行えるという、お客様の要求を完璧に満たすパートナー企業をベトナムにて選定し、お客様とマッチングして解決いたしました。
丸頭特殊ボルトアッセンブリ

こちらは、特殊ボルト(SCM440他)と複数の部品からなる、丸頭特殊ボルトアッセンブリです。各種サイズを取り揃え、最終の梱包まで含めたOEM供給に対応しています。
このお話は当初、お客様が取引していた国内の部品メーカーが廃業してしまい、構成部品である「特殊ボルト単品」の調達先を探している、というご相談から始まりました。
しかし、当社がお話をお伺いする中で、お客様がその特殊ボルトを調達後、他の部品と組み合わせて社内で組立・梱包作業を行っており、その工数や管理コストが大きな負担となっていることが分かりました。そこで当社は、単にボルト単品を製造するのではなく、関連部品の調達から組立、梱包までをすべて一貫して海外で行う「アセンブリ供給」をご提案いたしました。組立工程の半自動化なども含めた、トータルコストダウンのスキームを設計いたしました。
海外部品調達代行はいわいにお任せください!
中国製造から国内製造への切り替えを検討する際、多くの企業が「コストの壁」に直面します。国内回帰は安全性を高める一方で、製造原価が3〜5倍に跳ね上がり、利益を圧迫するリスクがあります。
しかし、「中国か日本か」という二択ではなく、「ベトナム」という第3の選択肢があります。ベトナムは中国並みの低コストと、適切な管理体制による日本並みの品質を両立でき、さらに地政学リスクの分散も実現できます。
株式会社いわいは、中国製造品のベトナムへの完全移管をサポートし、コスト削減と品質向上を同時に実現しています。中国製造からの切り替えをご検討の際は、ぜひ一度ご相談ください。


